

Rubber lexicon
Kennis uit de rubberwereld.
Ons rubberlexicon is een klein naslagwerk over termen uit de wereld van de rubberindustrie. Het is gewijd aan de verschillende elastomeren en spuitgiettechnieken die worden gebruikt bij de productie en verwerking van deze materialen.
Het belang van elastomeren is groot, ze zijn niet meer weg te denken uit de huidige industriële en alledaagse toepassingen. Deze materialen zijn niet alleen terug te vinden in essentiële onderdelen van talloze voorwerpen, maar spelen ook een centrale rol in hightech-toepassingen, van de auto- en luchtvaartindustrie tot de medische en elektronicasector, als ook op het gebied van halfgeleiderproductie en waterstoftechnologie. Het zijn onmisbare materialen geworden.
Onze encyclopedie geeft informatie over een grote verscheidenheid aan rubbermengsels en hun chemische en fysische eigenschappen. Het geeft ook uitleg over spuitgiettechnologieën, inclusief de procestechnieken die worden gebruikt om rubberonderdelen en meercomponenten rubber onderdelen efficiënt en nauwkeurig te produceren. En ons Rubberkompas® helpt u bij het selecteren van een geschikt elastomeer.
- Uw zoekopdracht voor "" gaf resultaten. Reset
- Voer een zoekterm in alstublieft.
Acrylonitril-butadieenrubber (NBR, nitrilrubber)
Door de copolymerisatie van acrylonitril en butadieen wordt acrylonitril-butadieenrubber (nitrilrubber) verkregen. NBR heeft een buitengewoon goede minerale olie- en brandstofbestendigheid en goede compressieset bij lage druk. NBR is dus het ideale olie- en brandstofbestendige afdichtingsmateriaal. NBR-rubber is echter niet ozonbestendig.
NBR rubber is in hardheden van 30-95 Shore A verkrijgbaar.
Toepassingsgebieden: olie- en brandstofbestendige afdichtingen, membranen, slangen.
AdBlue®
AdBlue® is een waterige, kleur- en geurloze ureumoplossing bestaande uit 32,5% hoogzuiver, kristallijn ureum en 67,5% gedemineraliseerd water. De ureumoplossing vermindert de uitstoot van stikstofoxide (NOx) door dieselmotoren met maximaal 90 procent. De waterheldere vloeistof wordt in het uitlaatkanaal geïnjecteerd en leidt tot een selectieve katalytische reactie (SCR). Stikstofoxiden en ammoniak worden omgezet in onschadelijk water en stikstof.
Butylrubber (IIR)
Vergeleken met NR en andere synthetische rubbers heeft butylrubber een zeer lage permeabiliteit voor lucht, waterstoom en andere gassen. Verdere voordelen zijn een zeer goede bestendigheid tegen hitte, zuurstof, ozon en chemicaliën.
IIR is in hardheden van 30-80 Shore A verkrijgbaar.
Toepassingsgebieden: toepassingen waar een lage gasdoorlaatbaarheid en een goede hitte- en verouderingsbestendigheid vereist zijn, zoals b.v. binnenbanden voor fietsen, autoslangen, binnencoatings van tubeless banden, beschermende kleding tegen zuren, afdichtingen en membranen enz. Verder wordt bytylrubber ook ingezet in de kabelindustrie en voor elektrische isolatie.
Chloropreenrubber (CR)
CR is in de praktijk ook bekend onder handelsnaam Neopreen van DuPont. CR beschikt over een redelijk evenwichtig beeld van meerdere mechanische en fysische eigenschappen. CR wordt gebruikt voor beschermende middelen en heeft een redelijk goede ozon- en verouderingsbestendigheid en bevredigende oliebestendigheid. In tegenstelling tot NR en de andere synthetische rubberkwaliteiten kan CR rubber ook zonder toegevoegde fillers en additieven hoge mechanische waarden bereiken. CR heeft een goede vlambestendigheid vanwege het hoge chloorgehalte. Het brandt in een vlam, maar dooft wanneer de vlam wordt verwijderd.
CR is verkrijgbaar in hardheden van 25-90 Shore A.
Toepassingsgebieden: toepassingen waar goede vlambestendigheid, goede verouderingseigenschappen en chemische bestendigheid vereist zijn, b.v. transportbanden, afdichtingen, slangen, rolbekledingen, containerbekledingen.
Compressie perstechniek (CM)
Compressieperstechniek is het traditionele techniek voor de productie van rubberen vormdelen. Voor elke cyclus wordt een hoeveelheid ongevulkaniseerd rubbermengel voorbereid dat overeenkomt het volume van het gerede rubber onderdeel. Dit wordt doorgaans handmatig aan de verwarmde vulkanisatiematrijs toegevoegd.
Vervolgens wordt de matrijs onder druk in een pers gesloten. Door de matrijsdruk en de temperatuur wordt het mengsel zacht, vloeit en vult de holle ruimte (productholte) van de matrijs. Bij temperaturen van 140 – 200°C vindt de vulkanisatie van het rubbermengsel plaats. Vervolgens wordt het gevulkaniseerde (vernette) vormdeel uitgestoten of handmatig uitgenomen. In tegenstelling tot het spuitgietproces (IM) vereist het CM-proces in het algemeen duidelijk langere verwarmingstijden, omdat de verwarming van het toegevoegde koude rubbermengsel tot de vulkanisatietemperatuur uitsluitend vanuit de matrijswand plaatsvindt. Een verdere ontwikkeling van het CM-proces is het Compression Transfer Molding-proces (CTM).
Compressie transfer techniek (CTM)
Het compressie transfer techniek (CTM) is een perstechniek waarbij het rubbermengsel, dat in de bovenste gedeelte (transfereenheid) van een vulkanisatiematrijs wordt geplaats, door middel van de persbeweging via kanalen in de productholtes wordt geïnjecteerd. CTM-matrijzen zijn doorgaans opgebouwd uit meerdere delen: de transfereenheid en de voor- en achtermatrijs (zie afbeelding).
Vergeleken met compressieperstechnieken (CM) wordt de vulkanisatietijd verkort, omdat het rubbermengsel wordt voorverwarmd door de optredende wrijvingswarmte van de injectie in de holten. De transfereenheid in het bovenste deel van de matrijs kan ook worden gevuld via een injectieaggregaat van een spuitgietmachine. In dit geval spreekt dan van injectie transfer techniek (ITM).
Transfergiettechnieken zijn vooral geschikt voor de productie van kleine rubberen vormdelen in matrijzen met veel holten. Een nadeel van het CTM- of ITM-proces is de hoge vulhoeveelheid ongevulkaniseerd elastomeermateriaal in de transfereenheid dat kan achterblijven als restafval. Door het gebruik van speciale transfer moulding cold runners kan de hoeveelheid afval echter aanzienlijk worden verminderd.
Compressieset (CS)
De compressieset is een belangrijke mechanische eigenschap en maatstaf van rubber voor blijvende vervorming. De compressiesetwaarde laat zien in hoeverre een materiaal zich herstelt in zijn oorspronkelijke vorm na een bepaalde tijd van mechanische belasting en een bepaalde temperatuur.
Een compressieset van bijv. 0% betekent dat het materiaal zich volledig tot 100% herstelt. Als de CS 100% is, herstelt het materiaal helemaal niet.
De CS-waarden zijn erg belangrijk voor afdichtingstoepassingen of antivibratie-elementen.
DIN ISO 3302-1
Toleranties voor rubberen vormdelen
De toleranties van rubberen vormdelen worden gespecificeerd in de norm DIN ISO 3302-1. Er wordt onderscheid gemaakt tussen 4 tolerantieklassen van M1 = fijn tot M4 = grof. De norm maakt onderscheid tussen afmetingen die afhankelijk zijn van de matrijsmaten zelf (F) en de metingen die afhankelijk zijn van de open-dicht richting van de matrijs (C). C-afmetingen worden ruimer getolereerd dan de F-afmetingen.
Technische rubber vormdelen worden normaal gesproken getolereerd volgens de tolerantieklasse M3 = midden.
| Nominale dimensie | Tolerantieklasse M1 (zeer nauwkeurig) |
Tolerantieklasse M2 (nauwkeurig) |
Tolerantieklasse M3 (middel) |
Tolerantieklasse M4 (grof) |
||||
|---|---|---|---|---|---|---|---|---|
| van | tot | F | C | F | C | F | C | F + C |
| 0 | 4,0 | ± 0,08 | ± 0,10 | ± 0,10 | ± 0,15 | ± 0,25 | ± 0,40 | ± 0,50 |
| 4,0 | 6,3 | ± 0,10 | ± 0,12 | ± 0,15 | ± 0,20 | ± 0,25 | ± 0,40 | ± 0,50 |
| 6,3 | 10 | ± 0,10 | ± 0,15 | ± 0,20 | ± 0,20 | ± 0,30 | ± 0,50 | ± 0,70 |
| 10 | 16 | ± 0,15 | ± 0,20 | ± 0,20 | ± 0,25 | ± 0,40 | ± 0,60 | ± 0,80 |
| 16 | 25 | ± 0,20 | ± 0,20 | ± 0,25 | ± 0,35 | ± 0,50 | ± 0,80 | ± 1,00 |
| 25 | 40 | ± 0,20 | ± 0,25 | ± 0,35 | ± 0,40 | ± 0,60 | ± 1,00 | ± 1,30 |
| 40 | 63 | ± 0,25 | ± 0,35 | ± 0,40 | ± 0,50 | ± 0,80 | ± 1,30 | ± 1,60 |
| 63 | 100 | ± 0,35 | ± 0,40 | ± 0,50 | ± 0,70 | ± 1,00 | ± 1,60 | ± 2,00 |
| 100 | 160 | ± 0,40 | ± 0,50 | ± 0,70 | ± 0,80 | ± 1,30 | ± 2,00 | ± 2,50 |
| 160 | – | ± 0,3 % | ± 0,4 % | ± 0,5 % | ± 0,7 % | ± 0,8 % | ± 1,3 % | ± 1,5 % |
DOTG
De afkorting DOTG staat voor de chemische samenstelling N, N’-di-o-tolylguanidine. DOTG wordt voornamelijk in de rubberindustrie gebruikt als vulkanisatieversneller in acrylaatrubbers (ACM, AEM).
Tijdens verwerking en opslag kunnen gevaarlijke stoffen vrijkomen uit door DOTG geproduceerde rubberen onderdelen. Deze stoffen worden gezien als een potentieel gezondheidsrisico in het rubber. Elastomeerproducten die vrij zijn van DOTG worden ook steeds vaker gevraagd door de auto-industrie.
Hoewel er geen wettelijke beperking bestaat op de toepassing van DOTG, heeft de rubberindustrie zichzelf ten doel gesteld om alternatieve innovatieve versnellersystemen aan te bieden voor DOTG-vrije acrylaatrubberproducten.
Elastomeren
Elastomeren zijn polymeren die bestaan uit macromoleculen die driedimensionaal zijn vernet. Deze vernetting van de afzonderlijke polymeerketens (vulkanisatie) leidt tot de rubber-elastische eigenschappen van deze materialen. In de volksmond worden elastomeren daarom ook wel rubber genoemd.
Epichloorhydrinerubber (ECO)
Epichlodohydrine-rubber verenigt de goede eigenschappen van NBR-rubber (met betrekking tot de bestendigheid tegen minerale oliën) met een goede weers- en ozonbestendigheid. ECO-mengsels hebben relatief lange vulkanisatietijden nodig en zijn relatief duurder dan NBR rubbers. Meestal is het noodzakelijk om de gevulkaniseerde delen na het productieproces na te harden.
ECO is verkrijgbaar in hardheden 40-90 Shore A.
Toepassingsgebieden: Afdichtingen, membranen, slangen en rolbekledingen. Vooral te gebruiken waar een goede bestendigheid tegen minerale oliën en tegelijkertijd een goede weer- en ozonbestendigheid vereist is.
Ethyleen-acrylelastomeer (AEM)
Ethyleen-acrylaatrubber is een polymeer van ethyleen-methylacrylaat met carboxylgroepen. AEM-rubber heeft een betere hittebestendigheid dan ACM rubber. Het heeft ook een betere scheursterkte, maar een slechtere weerstand tegen minerale oliën dan ACM. Zowel AEM als ACM zijn bekend onder de handelsnaam VAMAC® van Dupont.
Het bereik van de bedrijfstemperatuur is ongeveer – 40°C tot +150°C.
AEM is verkrijgbaar in de hardheidsbereiken van 40-90 Shore A.
Toepassingen: autopakkingen, slangen, O-ringen.
Ethyleenpropyleendieenrubber (EPDM)
EPDM-rubber wordt geproduceerd door copolymerisatie van ethyleen, propyleen en een dieen en kan worden vernet met zwavel of peroxiden. Door vernetting met peroxiden ontstaan EPDM rubbers met een verbeterde compressieset. EPDM is goed bestand tegen zuurstof, ozon en temperatuur. De hechtbaarheid van EPDM is slechter door de structuur (ethyleen, propyleen). EPDM wordt gekenmerkt door een bovengemiddelde chemische bestendigheid, maar de bestendigheid tegen minerale olie en vet is vrij slecht.
EPDM is leverbaar in hardheden van 30-90 Shore A.
Toepassingsgebieden: qua hoeveelheid wordt EPDM het meest gebruikt in de auto-industrie, bijvoorbeeld voor afdichtingsprofielen in deuren en bagageruimten, voor ruiten en koplampen, bumperbuffers, slangen en afdichtingselementen. EPDM wordt ook gebruikt voor afdichtingen en slangen in wasmachines en vaatwassers vanwege de goede bestendigheid tegen heet water. EPDM heeft ook een groot marktaandeel als een uitstekend elastomeer voor bouwprofielen en -materialen vanwege zijn goede weersbestendigheid.
Fluoride-siliconenrubber (FVMQ)
Fluoride-siliconenrubbers combineren de goede zwelweerstand van de fluoride-rubbers (FKM, FPM) met het grote temperatuursbereik en lagetemperatuursbestendigheid (-60 tot +240°C) van siliconenrubbers (VMQ). Net als de siliconenrubbers zijn ook de fluoridesiliconenrubbers verknoopt met peroxiden.
FVMQ is verkrijgbaar in hardheden van 30-80 Shore A.
Toepassingsgebieden: Vormdelen met olie- en brandstofbestendigheid met een breed temperatuurbestendigheidsbereik (bijv. luchtvaart- en ruimtevaartindustrie).
Fluoriderubber (FPM)
Fluoriderubbers zijn gemengde polymeren. Het eerste type fluoriderubber werd in 1958 door Du Pont op de markt gebracht onder de naam VITON. FKM (ISO) of FPM (ASTM) rubber is vlamvertragend en heeft een weerstand die superieur is aan alle elastomeren tegen hoge temperaturen, ozon, zuurstof en chemicaliën.
FKM/FPM is verkrijgbaar in hardheden van 40-90 Shore A.
Toepassingsgebieden: afdichtingen, vormdelen en slangen, kabelisolatie, overal waar hoge temperaturen en uitstekende chemische bestendigheid nodig zijn.
Gechloreerd gesulfoneerd polyethyleen (CSM)
Gechloreerd gesulfoneerd polyethyleen wordt gemaakt door chemische behandeling van polyethyleen met gasvormig chloor en zwaveldioxide. Het stijve, thermoplastische polyethyleen wordt dan een flexibel, vulkaniseerbaar rubber. Analoog aan het chloropreenrubber (CR) leidt het chloor in CSM-rubber tot een goede vlambestendigheid en een goede minerale oliebestendigheid. CSM wordt door DuPont op de markt gebracht onder de handelsnaam “Hypalon”.
CSM is in hardheden tussen 45-90 Shore A verkrijgbaar.
Toepassingsgebieden: kabelcoatings, zuurbestendige slangen, containerafdekkingen, afdichtingen, membranen.
Gehydrogeneerd acrylonitril-butadieenrubber (HNBR)
Door de selectieve hydrogenering van nitrilrubber (NBR) wordt de temperatuurbestendigheid van NBR aanzienlijk verhoogd. Terwijl NBR gebruikt kan worden bij permanente temperaturen tot 100°C, zijn peroxidisch vernette HNBR-rubbers bestand tot 150°C. HNBR heeft bovendien goede mechanische eigenschappen en een goede verouderingsbestendigheid in vergelijking met ozon.
HNBR is in hardheden van 45-98 Shore A 45-98 verkrijgbaar.
Toepassingsgebieden: aandrijfriemen, afdichtingen en slangen in de smering, hydrauliek en koelruimte van voertuigen.
Glycol
Glycolen zijn di-alcoholen (tweewaardige alcoholen) afgeleid van ethyleenglycol. Deze glycolen worden gebruikt als vries- of antivriesmiddelen die het vriespunt van een andere stof (bijvoorbeeld water) aanzienlijk verlagen. Het is bekend dat ze worden gebruikt als additieven voor koelsystemen of ruitensproeiers in motorvoertuigen. Een bekende merknaam onder de radiatorbeschermingsmiddelen is Glysantin, een handelsmerk van BASF dat al sinds 1929 bestaat.
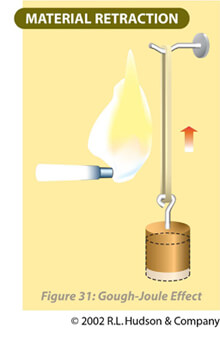
Gough-Joule-effect
De meeste vaste en gasvormige materialen zetten uit bij verhitting. Elastomeren onder spanning vormen een uitzondering. Deze trekken samen bij verhitting. Het fenomeen werd voor het eerst ontdekt in 1802 door de Engelse wetenschapper John Gough op natuurlijk rubber en werd in de jaren 1850 gedetailleerder onderzocht door James Prescott Joule. Vandaar de naam Gough-Joule-effect.
De reden voor het Gough-Joule-effect is de neiging van uitgerekte elastomeerpolymeerketens om bij verhitting terug te keren naar hun oorspronkelijke vorm.
Het Gough-Joule-effect is van technisch belang, bijvoorbeeld bij het ontwerp van roterende afdichtingssystemen met O-ringen. Als een onder voorspanning gemonteerde O-ring tijdens gebruik wordt verwarmd, trekt deze samen. Dit kan leiden tot geometrische vervorming of zelfs breuk van de O-ring. Dit fenomeen kan worden tegengegaan door de O-ring 2 – 5% groter te ontwerpen dan de af te dichten roterende as. Als het elastomeer niet onder spanning staat, treedt het beschreven Gough-Joule-effect niet op.
Hechtingsmiddelen
Hechtingsmiddelen zijn polaire dispersies van polymeren, pigmenten en bindmiddelen. Deze worden ingezet om rubbers te hechten op substraat materialen waaronder metaal of kunststof. Er wordt onderscheid gemaakt tussen hechtmiddelen op basis van oplosmiddelen en water, en tussen ééncomponent- en tweecomponentenhechtsystemen.
Bij tweecomponenten hechtsystemen wordt eerst een zogenaamde primer op het voorbehandelde metaaloppervlak aangebracht. Nadat de primer is opgedroogd volgt het aanbrengen van het eigenlijke hechtingsmiddel.
Injectie transfer persen (ITM)
Injectie transfer persen (ITM – injection transfer moulding) is een variatie op de compressie transfer techniek – (CTM), waarbij de transfereenheid wordt gevuld met rubber compound door middel van de injectie eenheid van de spuitgietmachine. Bij het sluiten van de matrijs wordt materiaal vanuit de transfereenheid op soepele wijze naar de productholtes van de matrijs getransporteerd.
Inkt-test-methode
De inkttestmethode is een methode om respectievelijk de oppervlaktespanning of de vetvrijheid van een oppervlakte te bepalen.
Met behulp van testinkten kan de oppervlaktespanning en tegelijkertijd de vetvrijheid van het oppervlak van metalen of kunststof onderdelen worden bepaald. Met een penseel wordt een gekleurde inkt met een gedefinieerde oppervlaktespanning op het te testen oppervlak aangebracht. Als het oppervlak wordt gecoat zonder te worden samengetrokken, is de oppervlaktespanning van het geteste oppervlak gelijk aan of groter dan die van de testinkt. Als de penseelstreek samentrekt of korter wordt, is de oppervlaktespanning van het geteste oppervlak kleiner dan die van de testinkt.
Met de testinkt kan direct de mate van vervuiling van een metalen of kunststof oppervlak worden bepaald. Bij vette of vettige ondergronden ligt de waarde rond de 30 mN/m. Schone of vetvrije oppervlakken hebben een waarde boven de 40 mN/m. Hoogwaardige meercomponenten of hybride onderdelen uit rubber, kunststof en metaal vereisen een vetvrijheid met een oppervlaktespanning van minimaal 38 mN/m.
Internationaal materiaalgegevenssysteem (IMDS)
Het IMDS (International Material Data System) is een archief-, uitwisselings- en administratiesysteem dat door de bedrijfsketens wordt gebruikt voor de registratie van toepaste materialen en samenstellingen in componenten en producten. Het systeem wordt vooral toegepast in de automotive industrie, en data wordt onder andere gebuikt voor de latere recycling van producten. Link: www.mdsystem.com.
IRHD-hardheid
IRHD = Internationale rubberhardheidsgraad
De Internationale rubberhardheidsgraad volgens DIN ISO 48 – deel 1 is naast de Shore-hardheid een andere testmethode voor het meten van de rubberhardheid. IRHD meet de weerstand van rubberen tegen het binnendringen van een bal met een diameter van respectievelijk 2,5 (bereik normaal) of 5,0 (bereik zacht) mm onder een gedefinieerde druk.
Als de rubberproducten erg klein zijn, kan ook een andere IRHD-meting worden toegepast volgens DIN ISO 48 – deel 2, waarbij een balletje met een diameter van 0,4 mm wordt toegepast.
| Sub range | IRHD range | Diameter measuring ball | Specimen thickness |
|---|---|---|---|
| soft | from 10 to 35 IRHD | 5,0 mm | 10-12 mm |
| normal | more than 35 IRHD | 2,5 mm | 6 bis 10 mm |
| IRHD normal | from 35 to 90 IRHD | 0,4 mm | 1,5 bis 2,5 mm |
De standaard rubber testmonsters zijn platen met platte, parallelle boven- en onderoppervlakken.
Koudkanaal
Gebied van een matrijs waar de vulkanisatie van het elastomeermengsel binnenin wordt voorkomen. Met een koudkanaal kan de hoeveelheid gevulkaniseerd afval tijdens de productie van gevormde rubberonderdelen aanzienlijk worden verminderd, omdat het niet-gevulkaniseerde materiaal in de runners nog kan worden gebruikt voor de productie van gevormde onderdelen. Afhankelijk van de spuitgiettechniek wordt er onderscheid gemaakt tussen koudkanalen met spuitneuzen (nozzles) en koudkanalen voor transfer spuitgieten.
Koudkanaal spuitneus
Koudkanaal spuitneuzen worden gebruikt bij rubber spuitgiettechniek (IM) voor rubber vormdelen. De verdelerkanalen in een koudkanaalsysteem worden gekoeld. De overgang naar het verwarmde vulkanisatiegedeelte van de spuitgietmatrijs vindt plaats via individueel gekoelde spuitneuzen. Meestal wordt water gebruikt als koelmedium. Het vulkanisatiedeel wordt thermisch gescheiden van het gekoelde koudkanaalgebied door een isolerende plaat. Het elastomeermateriaal in koudkanaalsysteem vulkaniseert niet en hoeft niet als afval te worden weggegooid, maar kan direct worden gebruikt in de volgende spuitgietcyclus. Terwijl koudkanaalsystemen voor transfer moulding meestal worden gebruikt voor matrijzen met zeer hoge voudigheden, worden systemen met koudkanaalspuitneuzen meer toegepast voor matrijzen met lagere voudigheden.
Natuurlijk rubber (NR)
Door het aftappen van rubberbomen die op plantages zijn geplant, wordt een witte waterige melk (latex) verkregen die natuurlijk rubber bevat. NR heeft een zeer hoge treksterkte, elasticiteit, koudeflexibiliteit en uitstekende dynamische eigenschappen die in deze combinatie nauwelijks kunnen worden bereikt door synthetische elastomeren. Hierdoor is NR vandaag de dag nog steeds essentieel is voor sommige toepassingen. Zonder de bijbehorende uitrusting met beschermingsmiddelen is de verouderings- en ozonbestendigheid zeer laag en is NR niet bestand tegen minerale oliën en vetten. Vaak wordt NR compound ook gemengd met andere synthetische compounds om bepaalde eigenschappen te verbeteren.
NR is verkrijgbaar in hardheden van 30 – 90 Shore A.
Toepassingsgebieden: Voertuigbanden, transportbanden, riemen, allerlei technische artikelen, zoals afdichtingen, membranen, slangen, consumptiegoederen zoals schoenzolen, rubberen laarzen, handschoenen, sponzen, elastiekjes, lijmen enz.
Ontvetten
Het ontvetten en voorbehandelen van metalen oppervlakken is een zeer belangrijke basisvoorwaarde om een goede rubber-metaalverbinding te creëren. Deze voorbehandeling kan zowel mechanisch (straalproces) als chemisch worden uitgevoerd.
Ontvetten van metalen onderdelen
Metalen onderdelen zijn bij levering doorgaans voorzien van een olie- of vetlaag. Vaak gaat het om restanten van koelsmeermiddelen die gebruikt worden bij de productie (draai- of freesbewerkingen) of van middelen ter bescherming tegen corrosie. Voor het ontvetten worden organische oplosmiddelen of waterige alkalische oplossingen van reinigingsmiddelen gebruikt.
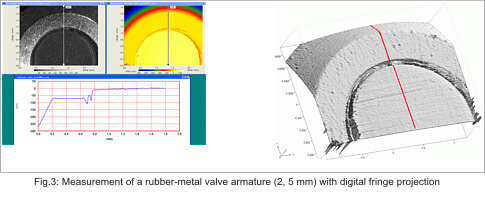
Oppervlakteprojectie
De digitale oppervlakteprojectie is een 3D-meettechniek voor contactloze meting van oppervlakken van componenten. Met behulp van een projector worden verschillende licht-donker-patronen geproduceerd en via een wiskundige rekenmethode omgezet tot een digitaal 3D-profiel van meetobject.
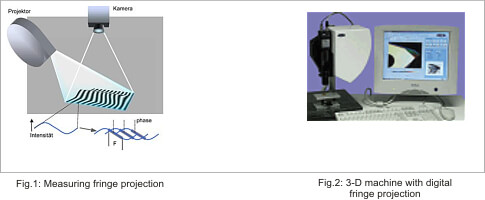
De digitale projectie is vooral geschikt voor nauwkeurige metingen van micro-rubber-metaaldelen.
Oppervlaktespanning
 Vloeistoffen hebben de neiging hun oppervlak te verkleinen en de energetisch meest gunstige vorm van een bolvormige druppel aan te nemen (bijvoorbeeld een waterdruppel). Dit fenomeen wordt oppervlaktespanning genoemd. De oppervlaktespanning wordt gemeten in de SI-eenheid N/m. De oppervlaktespanning wordt ook wel grensvlakspanning genoemd en is effectief tussen de grensvlakken van twee materialen in elke fase.
Vloeistoffen hebben de neiging hun oppervlak te verkleinen en de energetisch meest gunstige vorm van een bolvormige druppel aan te nemen (bijvoorbeeld een waterdruppel). Dit fenomeen wordt oppervlaktespanning genoemd. De oppervlaktespanning wordt gemeten in de SI-eenheid N/m. De oppervlaktespanning wordt ook wel grensvlakspanning genoemd en is effectief tussen de grensvlakken van twee materialen in elke fase.
Interface-actieve stoffen zoals olie of vet minimaliseren de oppervlaktespanning. De kwaliteit van een rubber- kunststof of rubber-metaaldeel wordt in essentie bepaald door het gebruik van olie- en vetvrije draagvlakken.
De oppervlaktespanning en tegelijkertijd de vetvrijheid van het oppervlak van een metalen of kunststof onderdeel kan worden bepaald met de zogenaamde inkttestmethode.
Perfluorrubber (FFKM, FFPM)
Perfluor-elastomeren zijn een variant op FKM/FPM rubbers en zijn volledig gefluoreerd. Chemisch gezien lijkt dit type rubber sterk op polytetrafluorethyleen (PTFE, handelsnaam: Teflon®), en worden o.a. door DuPont op de markt gebracht onder merknaam Kalrez. Perfluorrubber wordt vooral gebruikt waar een uitstekende thermische en chemische bestendigheid vereist is, maar heeft een slechte koudetemperatuursbestendigheid. Perfluorrubber is een van de duurste compound typen en wordt in de regel zeer selectief toegepast.
Temperatuurbereik: -20 °C tot +335 °C
FFKM/FFPM is verkrijgbaar in hardheden van 70-90 Shore A.
Toepassingsgebieden: afdichtingen en vormdelen die in contact komen met agressieve media en hoge temperaturen, vooral in systemen met hoge veiligheidsnormen en extreme service- en onderhoudskosten.
Polyacrylaatrubber (ACM)
ACM heeft een hoge weerstand tegen zuurstof, ozon en hoge temperaturen en een goede zwelweerstand in minerale oliën, maar een hoge waterabsorptie en een slechte hydrolyseweerstand. Ethyleenacrylaatrubber (AEM) is bekend onder de handelsnaam VAMAC van de firma DU PONT. AEM heeft kenmerken als ACM, echter een betere stijfheid, hittebestendigheid, maar een slechtere weerstand tegen minerale olie.
ACM is verkrijgbaar in hardheden tussen 40-90 Shore A.
Toepassingsgebieden: afdichtingen in de autobouw, slangen, O-ringen.
Polyurethaanrubber (PU/AU/EU)
Polyurethaanrubbers kenmerken zich door een uitstekend slijtgedrag, buitengewoon hoge treksterkte, hoge elasticiteit in het totale hardheidsgebied en een goede weerstand tegen energierijke straling. Bovendien zijn ze bestand tegen zuurstof, ozon, minerale oliën en vetten. De hydrolysebestendigheid vergeleken met waterige media is echter beperkt.
PU is verkrijgbaar in hardheden tussen 55-90 Shore A.
Toepassingsgebieden: Ruitenwissers, tandwielen, volrubber wielen, transportrollen, rolbekledingen, transportbanden en wordt vooral ingezet voor slijtvaste technische rubberen vormdelen.
Primer
Primers zijn hechtmiddelen die worden gebruikt om de hechtingseigenschappen in 2-componenten hechtsystemen te verbeteren. Primers bevatten geen verknopingsmiddelen zodat de binding aan het substraat uitsluitend gebaseerd is op fysische hechting.
Rek bij breuk
De rek bij breuk of de uiterste rek is een materiaalkenmerk dat verwijst naar de hoeveelheid verlenging of rek die een rubbermateriaal kan ondergaan voordat het breekt. Dit wordt meestal uitgedrukt als een percentage van de oorspronkelijke lengte van het materiaal. Standaard elastomeren vertonen een rek bij breuk tussen 100 en 800%. Bij sommige rubbers kan deze waarde aanzienlijk overschreden worden. Het meten van de rek bij breuk wordt doorgaans uitgevoerd volgens gestandaardiseerde testmethoden, zoals ASTM D412 of ISO 37.
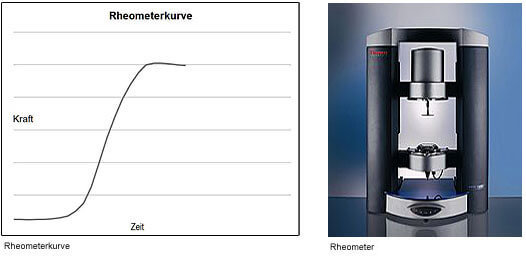
Reometer
Reologie (van het Griekse rhei = stroming en logos = doctrine) is de studie van de stroming en vervorming van materialen. Een reometer wordt gebruikt om het vervormings- en stromingsgedrag van rubber of elastomeermaterialen te bepalen.
In de rubberindustrie wordt de reometer toegepast voor het bepalen van onder andere de viscoelasticiteit, temperatuurseffecten en vloei-eigenschappen van rubber compounds. Tijdens de vulkanisatie stijgt de viscositeit van de compound sterk en bereikt een maximum na voltooiing van het vulkanisatieproces. De reometer meet tijdens de vulkanisatie de sterkte die nodig is voor de vervorming van het proefstuk.
De verandering van de sterkte in de loop van de tijd wordt de reometercurve genoemd. Deze curven helpen bij het evalueren van de kwaliteit van de rubbercompound. Ze helpen ook bij het aanpassen van productieparameters voor de verwerking van verbindingen.
Rubber
Het begrip rubber (Duits: kautschuk, Frans: caoutchouc) verwijst naar de ongevulkaniseerde basisgrondstof bij de productie van rubber compounds c.q. elastomeren. Afhankelijk van de herkomst wordt er onderscheid gemaakt tussen natuurlijke en synthetische rubbers.
Rubber compounds
Natuurlijke en synthetische rubbers zijn geen materialen in de algemene zin van het woord, maar slechts basismaterialen waaraan een aantal stoffen worden toegevoegd voordat het materiaal kan worden verwerkt in een rubber productieproces. Naast het basismateriaal rubber bevatten alle elastomeren talrijke toevoegingen zoals vulstoffen (bijvoorbeeld roet), weekmakers, verwerkingshulpmiddelen, verouderingsbeschermingsmiddelen, vulkanisatiemiddelen, vulkanisatieversnellers, activatoren, vulkanisatievertragers, pigmenten enz. Gemiddeld bestaat een elastomeercompound uit 10 tot 20 verschillende ingrediënten. Het totaal van al deze ingrediënten wordt rubber compound of de elastomeercompound genoemd, de samenstelling en verwerkingswijze van alle ingrediënten tot een rubber compound staat beschreven in een zogenaamd rubber receptuur, het proces wordt ook wel compounderen genoemd.
Het gebruikte basisrubber bepaalt de basiseigenschappen van het rubber eindproduct, vooral de verouderingsbestendigheid en de flexibiliteit bij koude temperaturen, evenals de eigenschappen voor media zoals oliën, brandstoffen, water en oplosmiddelen. De mate van mechanische eigenschappen zoals elasticiteit en stevigheid is mede afhankelijk van de polymeerbasis en van fillers met zogenaamde versterkende roetstoffen of lichte vulstoffen. Met behulp van aanvullende ingrediënten kunnen bepaalde eigenschappen worden gevarieerd (zoals de hardheid) en/of verbeterd. Bijvoorbeeld flexibiliteit bij koude, schokelasticiteit, permanente drukvastheid, hitte- en zwelweerstand. Een rubber receptuur is zeer complex en wordt vaak speciaal ontwikkeld voor een bepaalde toepassing. Tijdens productieprocessen verkrijgen rubber compounds hun uiteindelijke mechanische, chemische en fysische eigenschappen door middel van een vernetting of vulkanisatie proces bij een hoge temperatuur in de matrijs. Om deze reden worden rubber compounds ook wel aangeduid met thermoset rubbers (TSR).
Rubber zeven (rubber straining)
Het zeven van rubber verwijst naar een proces waarbij onzuiverheden en ongewenste deeltjes uit het rubbermateriaal worden verwijderd door het door een zeef te persen of te filteren.
Dit proces wordt vaak toegepast tijdens de productie van rubber compounds om de kwaliteit en homogeniteit van het eindproduct te waarborgen. In veel gevallen worden zeefbreedtes van minder dan 0,5 mm gebruikt. Onzuiverheden worden in de zeef tegengehouden en zo uit de rubber compound verwijderd.
Het zeven van rubber een essentieel proces in de rubberindustrie dat bijdraagt aan de kwaliteit, consistentie, en veiligheid van rubberproducten, en wordt veel toegepast voor producten in de medische technologie, halfgeleider industrie en in high-end toepassingen binnen de automotive industrie.
Rubber-kunststof combinatie
De vervanging van metalen in rubber-metaalcombinaties door geschikte kunststoffen heeft naast de gewichtsvermindering nog 2 voordelen. Enerzijds corroderen kunststoffen niet, anderzijds kunnen ook complexe kunststofonderdelen efficiënt worden geproduceerd door middel van spuitgieten.
Kunststoffen worden doorgaans net als metalen ontvet en mechanisch voorbereid en voorzien van een hechtingslaag. De thermoplasten die worden gebruikt voor de productie van rubber-kunststofcombinaties moeten maatvast zijn bij de toegepaste vulkanisatietemperaturen van 160 – 200°C. Anders vindt er bij de productie van vormdelen een vervorming van het kunststofdeel plaats.
In sommige gevallen is ook een gelijkmatig hechtende rubber-kunststofcombinatie zonder gebruik van hechtmiddelen mogelijk. Dit is o.a. mogelijk met 2K-LSR of TPE-metaal spuitgieten, waarbij met zelfhechtend LSR of TPE een rubber component op een kunststof- of metaaldeel wordt gevulcaniseerd Dit vereist speciale materiaal combinaties en een doorgaans specialistische spuitgietproces.
Rubber-metaalcombinaties
Staal is het meest gebruikte materiaal voor rubber-metaalcombinaties, maar ook andere metalen zoals titan, aluminium, messing, zink en legeringen worden gebruikt.
Rubberen hybride onderdelen
Rubber hybride vormdelen of rubber meercomponenten vormdelen zijn onderdelen van metaal of kunststof met een rubber component. Voor de productie van rubber hybride onderdelen zijn er in principe 2 mogelijkheden:
- Het verlijmen van een gevulkaniseerd rubber component op een metaal- of kunststofdeel.
- Het vulcaniseren van een ongevulkaniseerd rubber component op een metaal- of kunststofdeel door middel van een hechtingssysteem.
In de praktijk wordt het lijmen van gevulkaniseerd materiaal slechts zelden toegepast, omdat zelfs het gebruik van lijmen van zeer hoge kwaliteit (bijvoorbeeld cyaanacrylaatlijm) niet de kleefkracht bereikt die kan worden bereikt met het directe vulkaniseren van rubber op substraten.
Shore A-hardheid
 Het meten van de Shore-hardheid volgens DIN ISO 7619-1 is de meest toegepaste meting van de hardheid van een rubber of elastomeer. De Shore-hardheid geeft de weerstand van een rubberen onderdeel aan tegen het binnendringen van een kegelvormige pin met bepaalde afmetingen onder een gedefinieerde druk. Shore 00 wordt toegepast op zeer zachte materialen (waaronder schuimrubbers en celrubbers). Shore A wordt toegepast voor standaard rubber materialen en Shore D voor hardere materialen.
Het meten van de Shore-hardheid volgens DIN ISO 7619-1 is de meest toegepaste meting van de hardheid van een rubber of elastomeer. De Shore-hardheid geeft de weerstand van een rubberen onderdeel aan tegen het binnendringen van een kegelvormige pin met bepaalde afmetingen onder een gedefinieerde druk. Shore 00 wordt toegepast op zeer zachte materialen (waaronder schuimrubbers en celrubbers). Shore A wordt toegepast voor standaard rubber materialen en Shore D voor hardere materialen.
Om een perfect meetresultaat van de Shore-hardheid te krijgen, moet het proefstuk een dikte van 6 mm hebben. In veel gevallen leidt de meting aan afgewerkte onderdelen met een kleine rubberwanddikte tot verkeerde resultaten.
Het Shore bereik van standaard rubber vormdelen ligt tussen de 20 – 90 Shore A.
Naast de Shore-hardheidstest met een kegelvormige meetpunt bestaat er de IRHD-test volgens DIN ISO 48 met een kogelvormige meetpunt.
Siliconenrubber (VMQ)
Siliconen elastomeren onderscheiden zich van andere elastomeren doordat het geen organische (koolstofhoudende) polymeren zijn. In plaats van de koolstofpolymeerketens van de normale elastomeren, bestaat de siliconenpolymeerketen uit silicium- en zuurstofatomen (siloxaan). Siliconenrubbers worden op dezelfde wijze als andere rubbers verwerkt, en worden doorgaans vernet door middel van perioxide of door middel van additievernetting.
Siliconen elastomeren zijn goed bestand tegen hitte, ozon en veroudering en goed bestand tegen chemicaliën. De mechanische eigenschappen zijn echter minder goed dan die van andere elastomeren. Siliconenrubbers worden gekenmerkt door hun vrijwel onveranderde mechanische eigenschappen over het hele temperatuurbereik van -60 °C tot +180 °C. Om een optimale hittebestendigheid en een permanente compressieset bij lage druk te verkrijgen, is in veel gevallen naharden achteraf nodig.
VMQ is in hardheden van 30-85 Shore A verkrijgbaar.
Toepassingsgebieden: afdichtingen voor diepvriezers, kachels, droogkasten, ramen en cabinedeuren van vliegtuigen, asafdichtingen, O-ringen, uitschakelmatten, medisch-technische artikelen, elektrische isolatoren.
Slipstick-effect
Het stipstick effect is afgeleid van de termen “stick” (kleven) en “slip” (glijden). Het fenomeen beschrijft het schokkerig glijden van vaste stoffen die tegen elkaar glijden (de kleefkracht is aanzienlijk groter dan de glijwrijving).
Dit ongewenste effect kan ook worden waargenomen bij dynamisch belaste afdichtingen. Als gevolg van hoge drukken, hogere temperaturen en langere stilstandtijden zal dit effect toenemen. Het “kleven” leidt voornamelijk tot:
- een hoger opgenomen vermogen in de startfase bij elektromagnetische kleppen
- verhoogde druk bij pneumatische en hydraulische kleppen of zelfs tot
- een storing en een PTFE-glijcoating.
Daarom zijn passende maatregelen nodig om dit effect te voorkomen, zoals het gebruik van
- met plasma behandelde elastomeeroppervlakken
- combinatie van plasmabehandeling en volgende koolstofbehandeling
- combinatie van plasmabehandeling en volgende fluorbehandeling
- combinatie van plasmabehandeling en alternatieve speciale coatings
- compounds met wrijvingsverlagende eigenschappen
- reductie van toleranties en minder druk op de afdichtingszittingen
- ontwerpoptimalisatie van de afdichtingsgeometrie
Afhankelijk van het speciale geval moet worden besloten welke van de genoemde processen het beste zijn om stick-slip-problemen op te lossen.
Spuitgiettechniek (IM)
Bij het spuitgieten (injection moulding) van rubberen vormdelen wordt de rubber compound in een spuitgietmachine via een schroefcylindereenheid voorverwarmd en geplastificeerd (80 – 100°C) en vervolgens via een koudkanaalsysteem in de productholtes van een verwarmde matrijs geïnjecteerd. Afhankelijk van de open-dicht richting, worden spuitgietmachines onderscheiden in horizontale en verticale machines. Bij het injectieproces van rubber compounds wordt materiaal direct door de schroefcyclinder naar de matrijs gestuwd, of vindt de injectie plaats via een aparte cylinder (injectie plunjer).
Vergeleken met compressieperstechniek (CM) is de IM-techniek een modernere techniek voor de productie van rubberen vormdelen. Door de voorverhitting van rubber compound in het injectieaggregaat worden, vergeleken met CM-techniek, aanzienlijk kortere cyclustijden bereikt. Door het gebruik van mechanisering of robotisering voor het ontvormen van rubberen vormdelen uit de matrijs is, ook een volautomatisch productie mogelijk.
Het vernette rubbermateriaal in de aanspuitkanalen moet als afval bij de ontvorming worden afgevoerd. Door het gebruik van een koudkanaal systeem kan de hoeveelheid afval echter aanzienlijk worden verminderd.
Statistische procescontrole (SPC)
Statistische procescontrole (= SPC) is een continue begeleidende monitoring van productieprocessen door alle relevante gegevens over de productkwaliteit vast te leggen. De SPC levert de basisgegevens om zwakke punten te identificeren en daarmee de noodzaak voor voortdurende verbetering van hun productieprocessen. Het kan zowel kwantitatieve als kwalitatieve kenmerken hebben van een te monitoren product of proces.
Het verzamelen en evalueren van gegevens gebeurt met behulp van controlediagrammen als grafisch hulpmiddel, een proces dat over een langere periode continu wordt gevolgd.
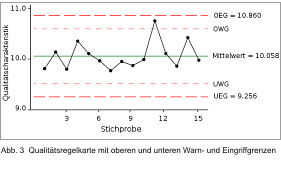
In kwaliteitscontrolekaarten worden waarschuwingsgrenzen (UWG, OWG) en controlegrenzen (LEL, UEL) gedefinieerd, waarboven een onregelmatigheid of een fout wordt aangegeven. Als u de waarschuwingslimieten overschrijdt, betekent dit dat het proces nog steeds binnen de toleranties ligt, maar dat er een bijstelling of interventie nodig is. Controlekaarten die een systeem voor vroegtijdige waarschuwing bieden om fouten en commissies te voorkomen. Al bij het eerste teken van een fout kan in het proces worden opgetreden en niet alleen bij het overschrijden van de tolerantiegrenzen.
Styrolbutadieenrubber (SBR)
Styrolbutadieenrubber is het oudste en meest toegepaste synthetische rubber. Vergeleken met NR heeft SBR een betere slijtvastheid, betere hitte- en verouderingsbestendigheid, maar een lagere elasticiteit en een slechtere koude flexibiliteit. De bestendigheid tegen minerale olie is iets beter dan bij NR-rubber.
SBR is verkrijgbaar in hardheden variërend tussen 30-95 Shore A.
Toepassingsgebieden: 2/3 van de wereldproductie van SBR wordt gebruikt voor de productie van banden. Andere toepassingen zijn vergelijkbaar met die van NR rubber. Heel vaak wordt NR gemengd met SBR, b.v. met de productie van banden.
Thermoplastische elastomeren (TPE)
Thermoplastische elastomeren (TPE) is een verzamelnaam van rubberachtige kunststoffen die zich bij kamertemperatuur hetzelfde gedragen als thermoset rubbers (TSR), maar die bij hogere temperaturen plastisch kunnen vervormen.
TPE’s kenmerken zich door hun omkeerbaar (reversibel) vernettingsproces. onder andere door fysieke vernettingspunten (crosslinks), die bij verhitting loslaten zonder de macromoleculen te ontbinden. In tegenstelling tot TPE’s, zijn thermoset rubbers opgebouwd uit chemisch wijdmazige, permanent aan elkaar vernette polymeerketens. Deze vernettingen kunnen niet ongedaan worden gemaakt zonder ontleding van het materiaal. TPE’s worden onder andere door middel van kunststof-spuitgiettechnieken verwerkt tot rubber vormdelen, hebben een relatief eenvoudige verwerkbaarheid en zijn over het algemene goed herbruikbaar of herverwerkbaar.
TPE’s zijn onder te verdelen naar type basispolymeer, waaronder TPE-A (polyetheramide), TPE-E (polyetherester), olefin blend (TPE-O, EP/PPO), styreen block polymeer (TPE-S, SBC, SEBS), polyurethaan (TPE-U, TPU) of thermoplastische vulkanisaten (TPE-V, PP/EPDM, PP/NBR).

In de afgelopen decennia is de diversiteit in TPE materialen enorm gegroeid, en zijn de kwaliteiten van TPE’s enorm verbeterd. TPE’s zijn terug te vinden vele in soft-touch-toepassingen, zoals in handgrepen of beschermende behuizingen, of interieurs in auto’s. Maar ook zien we TPE’s steeds vaker terug in technische toepassingen voor afdichtingen of demping.
Thermoplastische elastomeren (TPE) en thermoset rubbers (TSR) verschillen ten opzichte van elkaar in warmtebestendigheid, mechanische sterkte en duurzaamheid, chemische bestendigheid, kruip en relaxatie, veroudering, weerstand tegen omgevingsinvloeden en kosteneffectiviteit in bepaalde toepassingen. De keuze tussen een TPE of thermoset rubber hangt sterk af van de specifieke vereisten van de toepassing en de omgevingsomstandigheden waaraan het materiaal of vormdeel wordt blootgesteld.
Transfer moulding koudkanaal systeem
Koudkanaal systemen reduceren de hoeveelheid restafval materiaal tijdens productie van rubber vormdelen, en worden voor diverse CTM en ITM technieken gezet. De transferunit wordt gekoeld en thermisch gescheiden door een isolatieplaat van de verwarmde vulkanisatiezone van de matrijs. De overdracht van gekoelde en ongevulkaniseerd materiaal naar de verwarmde zone en productholtes van de matrijs gebeurt via nozzle-elementen.
In tegenstelling tot de nozzle cold runners worden bij de transfer moulding cold runners de nozzle-elementen niet afzonderlijk gekoeld, maar door het hele koelsysteem. Het elastomeermateriaal in de transferunits vulkaniseert niet bij elke productiecyclus en kan in de volgende cyclus worden gebruikt voor de productie van vormdelen.
Vloeibaar siliconenrubber (LSR)
In tegenstelling tot peroxide vernettende solid siliconen is LSR (liquid silicone rubber) additie vernettend. Bij LSR spuitgieten worden 2 gebruiksklare afzonderlijke componenten A+B gemengd in een verhouding van 1:1 en in een verwarmde injectiematrijs gespoten. Vloeibare siliconen worden gekenmerkt door zeer korte vulkanisatietijden. LSR kan worden verwerkt met een lage injectiedruk. Daarom is een braamvrije productie van vormdelen meestal mogelijk.
De eigenschappen van vloeibare siliconenrubbers zijn vergelijkbaar met die van siliconenrubbers. Daarom hebben ze een hoge temperatuurbestendigheid, een zeer goede flexibiliteit bij lage temperaturen, een uitstekend verouderingsgedrag en uitstekende elektrisch isolerende eigenschappen. Ze hebben ook een goede scheursterkte en hoge rek bij breuk eigenschappen.
LSR is verkrijgbaar in hardheden van 30-80 Shore A.
Toepassingsgebieden: de toepassingsgebieden zijn vergelijkbaar met standaard siliconenrubber. Vanwege de hoge fysiologische compatibiliteit worden veel LSR onderdelen in de medische technologie toegepast. Speciale zeer transparante soorten zijn geschikt voor optische toepassingen (lichtgeleiders).
Vulkanisatie
Vulkanisatie oftewel vernetting is proces waarbij de toestand plastische rubber materiaal overgaat in de rubber elastische toestand. Tijdens dit fysisch-chemische proces krijgt rubber compound zijn uiteindelijke mechanische en fysische eigenschappen door het creëren van bruggen (crosslinks) tussen de polymeerketens. Voor de vulkanisatie of vernetting (crosslinking) is een reactiemiddel nodig. Het oudste en meest voorkomende middel is zwavel.